
Coatings That Clear the Spec Sheet and the Battlefield.
From CARC primer to topcoat — MIL-PRF-32348, MIL-DTL-53072, and NIR-compliant camouflage finishes for ground, aviation, and support assets. QPL-listed. Depot-ready.
Salt Fog per ASTM B117
Film Thickness Tolerance
MIL-PRF-32348 Listed
Coating Capabilities
What we coat, how thick, and how precisely — documented to the same standard as the spec sheet your contracts officer will audit.

Steel, Aluminum, and Cast Alloy — One Line, Full Coverage
Shield processes ferrous and non-ferrous substrates through a single integrated line: carbon steel armor plate, 6061-T6 aluminum housings, cast iron transmission components, and magnesium alloy brackets. Each substrate receives a tailored pretreatment sequence before primer application.
Substrate Classes Processed
Max Part Envelope
Max Rack Load
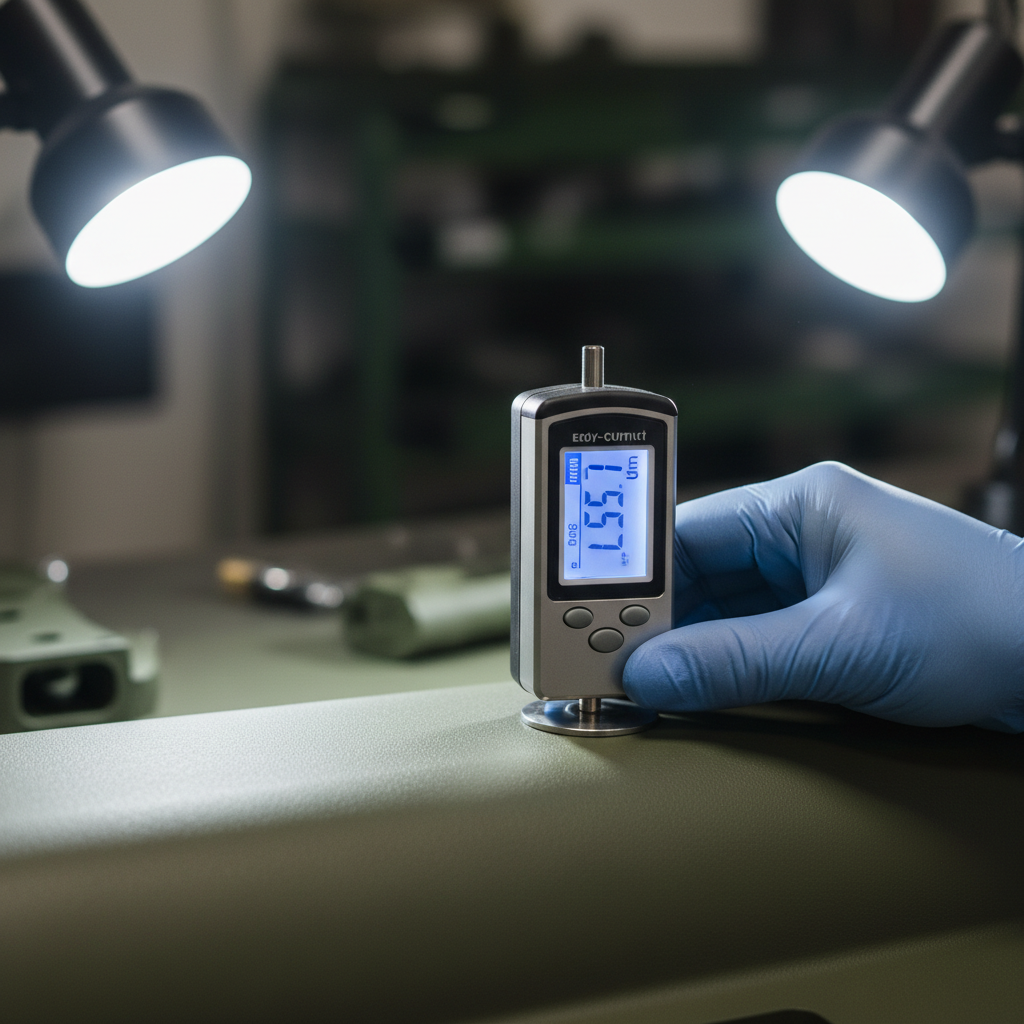
Precision Film at ±0.2 Mil — No Rework, No Rejects
Electrostatic application with real-time film build monitoring delivers 2.0–4.0 mil DFT on complex geometries including internal bores, deep recesses, and Faraday cage surfaces. Eddy-current verification is performed at 100% of inspection points per MIL-PRF-32348 Appendix A.
DFT Tolerance (DFT)
Inspection Coverage
First-Pass Reject Rate
Compliance Is the Product
Every coating system Shield applies traces back to a QPL-listed product, a documented process record, and a cure cycle printout. When your contracts officer audits the finishing supplier, the paperwork is already in order.
Active QPL Listings Held
Batch Traceability Coverage
Camouflage Reflectance Verified
Cert Package Turnaround

Active Specifications
Powder CARC — Primer & Topcoat
Type I corrosion-inhibiting epoxy primer for ferrous/nonferrous metals. Type III camouflage CARC topcoat for all tactical equipment. Shield holds QPL listings for both types.
CARC Application Process — Full Chain
Full process compliance: TT-C-490 cleaning, pretreatment, MIL-PRF-32348 priming, and topcoating with documented cure cycle data. Covers chemical agent resistance and decontamination readiness.
Aluminum Substrate Pretreatment
Chemical conversion coating for aluminum alloys per Class 1A requirements prior to CARC primer application. Applied in-line within the controlled pretreatment sequence.
CARC Color & NIR Compliance
Camouflage color matching to Tan 686A, Green 383, and Black with spectrophotometric NIR reflectance verification. Prevents battlefield near-infrared detection signature.
Qualification Proof
Not a claim — a documented audit trail. Named accreditations, throughput data, and test results available to qualified primes.
Salt Fog (ASTM B117)
Defense Finishing Experience
Per-Shift Throughput Capacity
Continuous Depot Operations
Depot-Ready Throughput
Three-shift operations support recoating turnaround for armored vehicle turret assemblies, hull panels, and support equipment on depot maintenance timelines. Pre-production samples and first-article inspection completed within 5 business days.

NADCAP Accredited — Coatings
Managed by the Performance Review Institute (PRI). Demonstrates conformance to industry-driven requirements and eliminates redundant prime contractor audits. Shield's coating processes are 100% documented and traceable.
QPL-Listed Under MIL-PRF-32348
Products applied at Shield appear on the DoD Qualified Products List. QPL listing is a prerequisite for any CARC-compliant coating system on military equipment — no contracting officer exception required.
ISO 9001:2015 Registered
Quality management system certification covering all coating, inspection, and documentation processes. Audit records available to prime contractor quality teams on request.
Two Paths to Getting Shield on Your Approved Vendor List
Request a Coating Qualification Review
A Shield applications engineer will review your mil-spec requirements, substrate, and volume — and return a written qualification assessment within 3 business days.
Defense Capabilities Brief
A 12-page technical brief covering substrate compatibility, spec listings, NADCAP accreditation scope, and throughput data. Built for vendor shortlist evaluation.
Brief Contains
- QPL listing verification pages
- NADCAP accreditation scope
- Full spec compliance matrix
- Substrate & geometry capability
- Sample certification packages
- Throughput & lead time data